| Jewiki unterstützen. Jewiki, die größte Online-Enzyklopädie zum Judentum.
Helfen Sie Jewiki mit einer kleinen oder auch größeren Spende. Einmalig oder regelmäßig, damit die Zukunft von Jewiki gesichert bleibt ... Vielen Dank für Ihr Engagement! (→ Spendenkonten) |
How to read Jewiki in your desired language · Comment lire Jewiki dans votre langue préférée · Cómo leer Jewiki en su idioma preferido · בשפה הרצויה Jewiki כיצד לקרוא · Как читать Jewiki на предпочитаемом вами языке · كيف تقرأ Jewiki باللغة التي تريدها · Como ler o Jewiki na sua língua preferida |
Niet


Der oder das Niet (Plural Niete; in Deutschland umgangssprachlich und in Österreich und der Schweiz auch fachsprachlich als die Niete, Plural Nieten bezeichnet) ist ein plastisch verformbares, zylindrisches Verbindungselement. Nietverbindungen werden zum Nieten von flachen Materialteilen (z.B. Blechen, Kunststoffteilen, Leder oder auch robusten Baumwollstoffen) eingesetzt.
Durch die Kaltnietung wird eine formschlüssige Nietverbindung zweier Bauteile hergestellt. Bei der Warmnietung entsteht beim Abkühlen des Niets durch Schrumpfen zusätzlich ein Kraftschluss.
Niete werden vor allem aus Metallen und Legierungen, aber auch Kunststoffen hergestellt.
Etymologie
Das Wort Niet stammt vom althochdeutschen Wort hniutan („befestigen“) ab. Im Mittelhochdeutschen soll Niet zudem für einen breitgeschlagenen Nagel stehen.
Das Wort ist in mehreren Formen und Genera üblich:
- fachsprachlich: der Niet, Pl. die Niete; F. M. Feldhaus hielt 1914 jedoch noch die Form das Niet für korrekt.[1]
- allgemeinsprachlich, österreichisch, schweizerdeutsch und häufig auch süddeutsch: die Niete, die Nieten.[2]
Beide Formen mischen sich zunehmend. Man findet DIN-Normen auf „Nieten“[3], auch ÖNORMen auf Plural „Niete“.[4]
Allgemeines


In die zu verbindenden Bauteile müssen Bohrungen eingebracht werden, die einen etwas größeren Durchmesser als der Niet haben. Durch diese Bauteile wird der Niet hindurchgeschoben, so dass er darüber hinaussteht. Anschließend wird das überstehende Ende des Niets durch Bearbeiten mit dem Hammer zu einem Kopf (dem so genannten Schließkopf) geformt, der die Bauteile sicher verbindet. Der dem Schließkopf gegenüber liegende Teil des Niets heißt Setzkopf, der Teil dazwischen Nietschaft.
Niete bieten gegenüber Schrauben den Vorteil, dass in keines der Bauteile ein Gewinde eingebracht werden muss. Ein Nachteil ist, dass die Verbindung nicht zerstörungsfrei zu lösen ist. Dieser Nachteil ist jedoch in einigen Bereichen der wichtigste Vorteil dieser Fügetechnik – eben dort, wo es auf unlösbare Verbindungen ankommt. Dazu gehört unter anderem der Flugzeugbau, bei dem Nietverbindungen die wesentliche Grundlage der Strukturbauteile darstellen. Im Gegensatz zu Schraubverbindungen, welche durch komplexe Messungen (Drehmoment u. ä.) überprüft werden müssten, ist eine formschlüssige Nietverbindung optisch und ohne Messaufwand an dem geformten Schließkopf zu erkennen.
Ein Niet ist ein zylindrischer (ausgenommen Sonderformen) Bolzen aus Metall, der ein verdicktes Ende – den Kopf – hat. Je nach Verwendungszweck werden unterschiedliche Kopfformen verarbeitet, beispielsweise Halbrund-, Senk-, Flachrund- und Flachsenkkopf. Der Niet liegt mit dem Kopf auf der einen Seite der zu verbindenden Werkstücke an. Der Schaft wird durch das vorgebohrte oder vorgestanzte Loch durchgesteckt und durch Druck in die Breite verformt, so dass die Werkstücke fest miteinander verbunden werden. Der Druck kann plötzlich durch Schlag oder kontinuierlich z. B. durch eine hydraulische Presse aufgebracht werden. Niete mit einem Durchmesser von mehr als 8 mm werden warm geschlagen, das heißt im Schmiedefeuer auf Gelbglut erwärmt, glühend eingeschlagen und der Kopf geformt. Beim Abkühlen zieht sich der Niet zusammen und verspannt die zu verbindenden Werkstücke. Somit wird zwischen Kalt- und Warmnietverbindungen unterschieden.
Bedeutung

Die klassische Vollniet-Verbindung ist in technischen Anwendungen heute vielfach durch die Schweißverbindung ersetzt. Genietet wird nur noch dort, wo Schweißen nicht geeignet ist, wie zum Beispiel im Leichtbau oder bei nicht schweißbaren Materialien, sowie bei der Reparatur alter Nietverbindungen.
Gründe hierfür können sein:
- Zu vernietende Bauteile müssen übereinandergelegt und zusammen durchbohrt werden, sonst passt der Niet wegen Fertigungstoleranzen nicht durch. Gegebenenfalls muss das Loch mit einem Fräser oder einer Reibahle nachgearbeitet werden. Dieses Verfahren ist umständlicher und teurer als automatisierte Klebe- oder Schweißverfahren. Auch Schraubverbindungen sind günstiger zu verarbeiten als klassische Vollniete. Auf Blindniete trifft dies jedoch nicht zu.
- Jede Nietverbindung muss einzeln geprüft werden.
- Durch eine Nietverbindung wird der Kraftfluss umgeleitet, es entsteht ein zusätzliches Biegemoment im Bauteil. Gestoßene Schweißverbindungen haben diesen Nachteil nicht.
- Das zusätzliche Biegemoment kann nur durch aufwändigere, mehrschnittige Verbindungen aufgehoben werden (nebenstehende Abbildung).
- Im Vergleich zu linienförmigen Verbindungen entsteht in dünnen Blechen im Bereich des Nietlochs punktuell eine hohe Spannung.
- Je nach den verwendeten Materialien sind Nietverbindungen korrosionsempfindlich. Ein Abrosten der zu verbindenden Bauteile oder der Nietköpfe kann zu einem Lockern der Verbindung führen.
- Bei Jeans- und Lederartikeln werden Niete auch nur zur Verzierung ohne eigentliche Halte- oder andere Funktion (z.B. Schnürsenkelführung) eingesetzt.
Verfahren
Konventionelle Nietverfahren sind:
- Vollnieten
- Blindnieten
- Stanznieten
Vollniete

Die wohl älteste Verbindungstechnik ist das Vernieten durch Vollniete[5]. Die Ursprünge des Nietens mit Vollnieten lassen sich in die Bronzezeit zurückverfolgen. Dennoch hat diese Verbindungsmethode wichtige Merkmale, die sie auch heute noch bei sicherheitskritischen Verbindungen unersetzlich macht. Dazu gehört neben Stahlkonstruktionen für Bauwerke vor allem der Flugzeugbau. Auch modernste Flugzeuge werden heute noch durch das Vernieten von Blechstrukturen mit Vollnieten hergestellt.
Der wichtigste Grund für die Verwendung von Vollnieten liegt in der einfachen Herstellung von Nietverbindungen und darin, dass die Qualität der Verbindung durch bloßes Ansehen ohne Hilfsmittel geprüft werden kann. Das ist wohl der wichtigste Grund, warum bei sicherheitskritischen Anwendungen, die einer hohen Dauerschwingbelastung ausgesetzt sind, Vollniete zum Einsatz kommen. Der sichere Sitz der Verbindung ist rein optisch durch die Form der Ausprägung des Setzkopfes zu prüfen.
An Flugzeugen, bei denen die Struktur durch tausende Nietverbindungen gesichert wird, ist somit eine leichte Überprüfung der Verbindungsqualität möglich. Weiterhin ist die Beständigkeit einer Vollnietverbindung bei Dauerschwingbelastung jedem anderen Fügeverfahren überlegen. Zum Beispiel ist das ab 1937 von Dornier gebaute Flugzeug (DO24 ATT) heute noch im Flugeinsatz.
Nach der Form des Kopfes werden diese Niete auch Halbrundniet und Senkniet genannt.
Halbhohlniet
Der Halbhohlniet[6] entspricht dem Vollniet, besitzt jedoch einseitig ein offenes Ende, das durch einen Dorn gespreizt oder umgebördelt wird, statt zu einem Kopf geformt zu werden.

Hohlniete
Ein Hohlniet[7] ist eine Hülse, welche oft bereits einen einseitig angeformten Kragen oder einen geschlossenen Kopf besitzt.
Offene Enden werden beim Zusammendrücken des Nietes mit speziell geformten Nietsetzern oder entsprechenden Zangen aufgeweitet und nach außen zum zu verbindenden Material hin umgerollt.
Hohlniete sind weniger belastbar und werden auch für dekorative Zwecke (z. B. an Gürteln) oder zur Lochverstärkung in Papier und Pappe eingesetzt.
Manche Hohlniete sind einseitig verschlossen und auf der gegenüberliegenden Seite mit einer Nietkappe versehen, so dass nach dem Stauchen keine Öffnung mehr zu sehen ist.
Schließringniet (Schließringbolzen)
Nach dem Einführen des Grundkörpers und dem Zusammendrücken der zu verbindenden Bauteile wird ein Ring um das überstehende genutete Ende des Nietbolzens geformt[8]. Dadurch ist es möglich, die Festigkeit der Verbindung noch zu erhöhen, da der Niet selbst nicht verformt wird und daher aus gehärtetem Material bestehen kann.
Blindniet

Ein Blindniet wird auch Zugdornniet genannt. Es handelt sich um eine spezielle Form des Hohlnietes, die nur den Zugang zu einer Seite der zu verbindenden Bauteile erfordert und mit einer speziellen Blindnietzange befestigt wird. Der Blindniet besteht neben dem eigentlichen, hohlen Nietkörper mit Kopf an der Vorderseite aus einem längeren, durchgesteckten Dorn mit Kopf am hinteren Nietende, der mit einer Sollbruchstelle versehen ist.
Beim Blindnieten erfolgt der Fügevorgang von nur einer (im Regelfall der äußeren) Seite des Bauteils aus. Der Blindniet wird durch die Bohrung eingeführt, durch Druck auf den Kopf die zu verbindenden Bauteile aufeinander gedrückt, anschließend wird der am Kopf herausragende Dorn mit einer Blindnietzange herausgezogen. Das führt zu einer Stauchung und somit zu einer Aufweitung des Niets hinter der Bohrung. In der ersten Phase verkürzt die Stauchung den hohlen Nietkörper. Dadurch vergrößert sich der Durchmesser. Zum Ende der ersten Phase ist die Bohrung vollkommen durch den Niet ausgefüllt. Erst wenn sich der Blindniet nicht weiter im Durchmesser ausdehnen kann, bildet sich hinter der Bohrung eine nennenswerte Aufweitung. Am Ende des Vorgangs reißt der Dorn an der Sollbruchstelle innerhalb des Nietkörpers ab und ragt nicht aus dem Niet hervor; der Rest des Dorns befindet sich dann in der Zange und wird weggeworfen. Bei Blindnieten für Spezialanwendungen (Flugzeug u. ä.) wird der im Niet verbleibende Dornrest mit einem beim Verarbeiten eingepressten Ring gesichert. Dadurch können sich keine Teile lösen und die höhere Scherfestigkeit des Dornmaterials kann voll genutzt werden.

Gängige Durchmesser für Blindniete sind 2,4 mm, 3,2 mm, 4 mm und 4,8 mm.
Umgangssprachlich wird der Blindniet auch als POP-Niet bezeichnet, was von der Marke POP des ersten Herstellers Emhart Teknologies herrührt. Der POP-Niet wurde in Deutschland von der Firma Gebr. Titgemeyer GmbH & Co. KG aus Osnabrück in den 1950er-Jahren eingeführt. Die Markteinführung der POP-Blindniete in der Schweiz erfolgte durch die KVT-Koenig AG.
Sonderformen[9]:
- Hammerschlag-Blindniet. Hier wird der Dorn nicht gezogen, sondern eingeschlagen, um den Niet zu spreizen. Der Dorn bleibt im Niet und verschließt die Öffnung. Sie werden auch aus Kunststoff gefertigt.
- Becherniet (Dicht-Blindniet). Das verdickte Ende des Dorns ist hier nicht sichtbar, da es vom Körper des Nietes (wie von einem Becher) vollständig umgeben wird.
- Sprengniet. Die Aufweitung erfolgt hier durch eine kleine Sprengladung.
- Durchziehniet. Der Dorn besitzt in dieser Variante keine Sollbruchstelle und wird vollständig durch den Niet hindurch gezogen. Hat der Dorn einen sechseckigen Kopf und ist in die Außenfläche des Nietes ein Gewinde eingeprägt, so kann der Niet nachträglich mithilfe eines Sechskantschlüssels demontiert werden. Diese Ausführung ist mit Nenndurchmessern von 3–4 mm erhältlich


- Durchzugsniet FSR. Bei Anwendungen auf engem Raum erlaubt der Senkkopfniet ein beidseitig bündiges Setzen. Der Niet im Mikroformat ist daher die ideale Lösung für die Elektronikbranche. Der Durchzugsdorn stellt sicher, dass es nach dem Setzen weder lockere Restdornköpfe noch einen blindseitigen Kopfüberstand gibt.
- Stufenblindniet (Stufenniet). Der hohle Nietkörper besteht aus einem dünneren Bereich, der sich wie ein Blindniet verhält. Zwischen diesem und dem Kopf ist ein Bereich mit größerem Durchmesser, der sich nicht staucht oder aufweitet. Stufenblindniete finden Verwendung, wenn eines von den zu verbindenden Bauteilen wenig hart, hohl oder in der Oberfläche druckempfindlich ist.
- Blindnietschrauben- und Muttern eignen sich, um Bauteile geringer Wandstärke mit Gewinden auszustatten.[10]
- Blindnietmuttern sind Hülsen, die an einem Ende ein Innengewinde und am gegenüberliegenden Ende einen Kragen besitzen. Der Schaft weist zwischen Gewinde und Kragen eine geringere Wandstärke auf. Als Setzwerkzeug wird statt des Dorns eine Schraube oder ein Gewindebolzen eingeschraubt, welche beim Anziehen den dünnwandigen Schaft nach außen aufwölben, wodurch sich die Blindnietmutter mit dem Trägermaterial verspannt.
- Bei Blindnietschrauben wird der Dorn der gewöhnlichen Blindniet durch einen fest verbundenen Gewindebolzen ersetzt. Zum Setzen des Nietes wird der Gewindebolzen angezogen, bis sich der Niet verspannt.
- Ein Bolzenniet [8] ist ein Blindniet, dessen Dorn (Formbolzen) einen speziell geformten Kopf besitzt. Dieser stülpt das Ende des Hohlnietes nach außen um und bleibt als Kappe obenauf sitzen, wenn der Schaft sich beim Zugvorgang an der Sollbruchstelle vom Kopf getrennt hat und herausgezogen wird.
Stanzniet
Ziel des Stanznietens ist das mittelbare, nicht lösbare Verbinden von Blechteilen ohne das beim gewohnten Vollnieten oder Blindnieten notwendige Vorlochen. Zu diesem Zweck kommt ein Nietelement (Hilfsfügeteil) zum Einsatz, das gleichzeitig als Stempel fungiert. Abhängig vom verwendeten Nietelement sind prinzipiell zwei Stanznietverfahren von Bedeutung: Stanznieten mit Vollniet oder Stanznieten mit Halbhohlniet. Gemeinsam ist beiden Verfahren, dass sie eine zweiseitige Zugänglichkeit der Bauteile erfordern und dass die Herstellung der Verbindung in einem einstufigen Setzvorgang geschieht.
mit Vollniet
Beim Stanznieten mit Vollniet entsteht die Verbindung in einem durchgehenden Stanz- und Umformvorgang, bei dem der Niet selbst nicht umgeformt wird. Die zu verbindenden Blechteile werden auf die Matrize gelegt. Der obere Teil des Setzwerkzeugs fährt nach unten auf die zu verbindenden Blechteile. Gleichzeitig wird das konkav ausgebildete Nietelement automatisch zugeführt und positioniert. Durch die Setzeinheit werden die Blechteile vorgespannt. Nun drückt der eigentliche Nietstempel das Nietelement durch die Fügeteile, wobei aus beiden Blechen ein kreisrundes Stück (Stanzbutzen) ausgestanzt wird. Das Verarbeitungsgerät für das Stanznieten mit Vollniet ist so konzipiert, dass es den Stempel nach dem Stanzen der Fügeteile einen genau definierten Weg (kraft- oder weggesteuert) gegen den Widerstand der Fügeteile nach unten drückt. Dabei werden die Bleche mit dem Kraftaufwand, der für die nachfolgend beschriebenen Fertigungsteilschritte erforderlich ist, auf die Matrize gepresst. Aufgrund der ringförmig erhabenen Struktur des Stempels und der Matrize wird das Fügematerial plastisch umgeformt. Der stempel- und matrizenseitige Fügewerkstoff fließt in den durch die konkave Form des Nietelementes freigegebenen Raum. Damit ist das Fügen beendet. Wesentliche Bedingung für eine feste Verbindung bei unterschiedlichen Belastungsrichtungen ist beim Stanznieten mit Vollniet die kontrollierte, vollständige Füllung des Freiraumes, der durch die Geometrie des Nietelementes vorgegeben wird; erst dadurch wird eine kraft- und formschlüssige Verbindung erzielt.
Es wird eine hohe Zugfestigkeit erreicht. Ein beidseitiger fast bündiger Abschluss ist möglich. Bleche können unterschiedlich dick und aus unterschiedlichem Material sein. Die Gesamtblechdicke beträgt typischerweise 1,8–7 mm. Üblich sind Niete aus Edelstahl oder Aluminium [8].
mit Halbhohlniet
Auch beim Stanznieten mit Halbhohlniet dient das Nietelement als Einweg-Schneidstempel. Allerdings wird es selbst dabei ebenfalls umgeformt. Die zu verbindenden Blechteile werden auf die Matrize gelegt. Mit dem Aufsetzen der Setzeinheit während des Vorschubs wird die Fügestelle fixiert. Mit dem weiteren Vorschub wird dann das Nietelement der Fügestelle zugeführt. Im sich anschließenden Fügevorgang stanzt das Stanznietelement, anders als beim Stanznieten mit Vollniet, nur das obere Blechteil durch und formt das untere Blechteil plastisch zu einem Schließkopf um. Die Form des Schließkopfes wird dabei wesentlich durch die Kontur der Matrizengravur bestimmt. Nach Erreichen einer eingestellten Maximalkraft (kraftgesteuert) bzw. eines vorgegebenen Weges (weggesteuert) erfolgt der Rückhub. Das Nietelement erhält im plastisch umgeformten unteren Blechteil über eine Kragenbildung seinen Schließkopf. Der aus dem oberen Blechteil ausgestanzte Stanzbutzen füllt den hohlen Nietschaft aus und wird darin eingeschlossen. Das Erreichen einer großen Verspreizung des Nietschaftes ist eine wichtige geometrische Kenngröße. Sie hat wesentlichen Einfluss auf die übertragbaren Scherzug- und Kopfzugkräfte. Durch die Stauchung des Stanznietes wird ein hochfester und spaltfreier, d. h. dichter Formschluss der Fügeteile erreicht. Außerdem wird der Stanzniet axial und radial verspannt, so dass ein Kraftschluss in die Verbindung eingebracht wird.
Die Blechdicke beträgt üblicherweise 0,75–2 mm [8].
Sonderverfahren
Eine Sonderform des Stanznietens ist das Hydrostanznieten, bei dem ein Hochdruckfluid als Stempelersatz wirkt.
Es gibt auch Niete, die aus Blech gestanzt, erhaben geformt und mit mehreren scharfen Spitzen in Kleidung oder Hundehalsbänder, textil oder aus Leder eingeschlagen werden können, man unterscheidet dabei zwischen Pyramiden-, Spitz-, Killer-, Säbel- und Hexenniete; die letzten werden besonders gerne in der Punkszene auf Lederjacken getragen. Die oft schräg stehenden konischen Spitzen krümmen sich beim Eindringen ins Material oder Anstehen an der Schrägfläche eines Gegenwerkzeugs, die dann gebogenen Spitzen halten den Niet – eigentlich durch Verklammerung, die Applikation wird Niete genannt, weil sie den Anschein eines Nietkopfs ergibt.
Prüfung
Fertig geschlagene Nietverbindungen dürfen beim Anschlagen mit einem Prüfhammer nicht „prellen“, sie müssen die Bauteile spielfrei verbinden. Prellende Niete dürfen nicht nachgeschlagen, sondern müssen komplett ausgetauscht werden. Erweisen sich mehr als 5 % aller Niete eines Bauteiles als erneuerungsbedürftig, so sind sämtliche Niete auszutauschen.
Belastungsarten

Überlappungs- und Laschennietungen

einschnittig, zweischnittig oder i-schnittige Verbindung

Belastungen und Verformungen

Nietabstandswahl



Werkzeuge
Zum Schließen der Niete gibt es auch spezielles Werkzeug, den sog. Döpper, der mit Werkzeugen wie z. B. „Nietezange“, Blindnietzange oder pneumatisch betriebenem „Niethammer“ und „Gegenhalter“ betrieben wird.
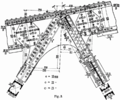
Konstruktionen
Knotenpunkt
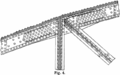
Knotenpunkt

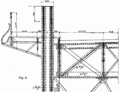
Auflagepunkt

Fachwerkdruckstab

Fachwerkdruckstab
Brückenaufbau

Nietträger

Beispiel Knotenpunkt

Müngstener Brücke: einige der 950.000 Niete







Siehe auch
Normen und Standards
- DIN 101 Niete; Technische Lieferbedingungen
- ÖNORM M 5300:2001 12 01 Nieten – Technische Lieferbedingungen
- Produktspezifikationen:
- DIN 124 Halbrundniete; Nenndurchmesser 10 bis 36 mm; DIN 660 Halbrundniete; Nenndurchmesser 1 bis 8 mm
- DIN 302 Senkniete; Nenndurchmesser 10 bis 36 mm; DIN 661 Senkniete; Nenndurchmesser 1 bis 8 mm
- DIN 662 Linsenniete; Nenndurchmesser 1,6 bis 6 mm
- DIN 674 Flachrundniete; Nenndurchmesser 1,4 bis 6 mm
- DIN 675 Flachsenkniete (Riemenniete); Nenndurchmesser 3 bis 5 mm
- DIN 6791 Halbhohlniete mit Flachrundkopf; Nenndurchmesser 1,6 bis 10 mm; DIN 6792 Halbhohlniete mit Senkkopf; Nenndurchmesser 1,6 bis 10 mm
- DIN 7331 Hohlniete, zweiteilig; DIN 7339 Hohlniete, einteilig, aus Band gezogen
- DIN 7340 Rohrniete aus Rohr gefertigt
- DIN 7341 Nietstifte
Literatur
- Burkhard Straßmann: Platt machen, fertig. In: Die Zeit Nr. 10 vom 2. März 2006
Weblinks
- QuickRiveting Demonstration
- Animation der Befestigung eines Blindniets
- Animation der Befestigung einer Blindnietmutter
- Niete für einseitigen Zugang der Verbindungsstelle
- Niete für beidseitigen Zugang der Verbindungsstelle
Einzelnachweise
- ↑ F. M. Feldhaus: Die Technik der Vorzeit, der geschichtlichen Zeit und der Naturvölker. Ein Handbuch für Archäologen und Historiker, Museen und Sammler, Kunsthändler und Antiquare. Engelmann, Leipzig und Berlin 1914. Stichwort Niet
- ↑ Niete, die
- ↑ etwa: DIN EN 2544:1989-09 Luft- und Raumfahrt; Darstellung von Nieten in Zeichnungen von Luft- und Raumfahrtgerät; Deutsche Fassung EN 2544:1987 (Beuth-Verlag)
- ↑ etwa ÖNORM EN 2941:2008 08 01 Luft- und Raumfahrt – Niete aus Nickellegierung – Technische Lieferbedingungen (ASTANDIS, https)
- ↑ siehe auch DIN 123, DIN 124, DIN 302, DIN 660, DIN 661, DIN 662, DIN 674, DIN 675, DIN 7338-A, DIN 7338-B und ISO 1051 sowie Konstruktionsatlas.de, Herausgeber Uwe Koerbitz
- ↑ siehe auch DIN 6792 und DIN 7338 sowie Konstruktionsatlas.de, Herausgeber Uwe Koerbitz
- ↑ siehe auch DIN 7339, DIN 7338-C und DIN 7340 sowie Konstruktionsatlas.de, Herausgeber Uwe Koerbitz
- ↑ 8,0 8,1 8,2 8,3 siehe Konstruktionsatlas.de, Herausgeber Uwe Koerbitz
- ↑ siehe Konstruktionsatlas.de, Herausgeber Uwe Koerbitz
- ↑ Illustration des Setzvorgangs auf der Internetseite von Böllhoff
| Dieser Artikel basiert ursprünglich auf dem Artikel Niet aus der freien Enzyklopädie Wikipedia und steht unter der Doppellizenz GNU-Lizenz für freie Dokumentation und Creative Commons CC-BY-SA 3.0 Unported. In der Wikipedia ist eine Liste der ursprünglichen Wikipedia-Autoren verfügbar. |